Studijní opora: Klasifikace výrobních procesů (NEW)
4. Typologie výrobních procesů
4.6. Typologie z hlediska převažující struktury materiálových toků
Používaná technologie má také významný vliv na strukturu materiálových toků. Takzvaná AVT analýza vede ke třem typům výrobních procesů podle převažující struktury materiálových toků.
Výrobní procesy typu A jsou charakteristické tím, že z velkého množství dílů vyrobených v prvním stupni jsou v dalším vyráběny komponenty, z nich postupně montážní skupiny až po finální montáž., v níž vzniká konečný výrobek. Materiálový tok se postupně zužuje, má mnoho konvergentních bodů. Tento typ je typický pro mechanické strojírenské výroby, např. výrobu automobilů. Patří sem většina výrob s mechanickým procesem. Tyto typy výrobních procesů jsou dále typické vysokým počtem materiálových vstupů, univerzálními výrobními linkami, přičemž vyrobené polotovary, díly mají omezené použití.
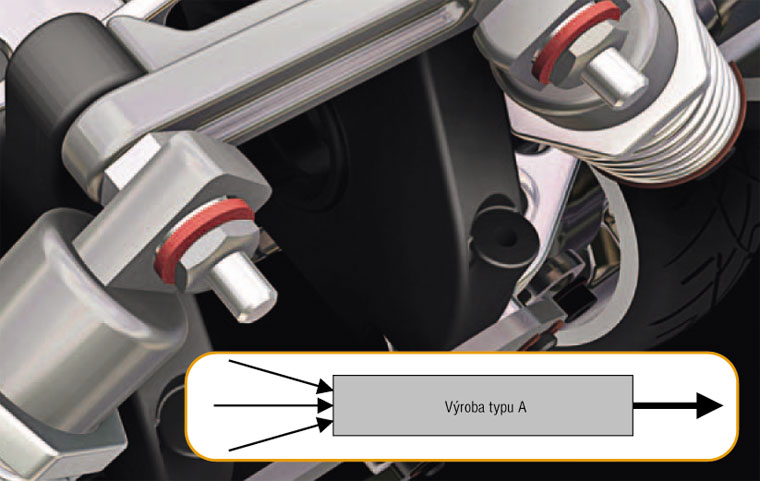
Obr. Výrobní proces typu A
Výrobní procesy typu V jsou typické tím, že se materiálový tok postupně štěpí (v divergentních bodech) a v posledním stupni se z výchozí suroviny získá široká paleta výrobků. Mnoho chemických procesů vykazuje tuto strukturu toků - zpracování ropy, chemické zpracování uhlí, zpracování směsných rudných surovin ad. Podobný průběh má mnoho potravinářských výrob, např. zpracování mléka či masa. Využívají se specializované výrobní linky, mají nízký počet vstupů, velký počet výstupů.
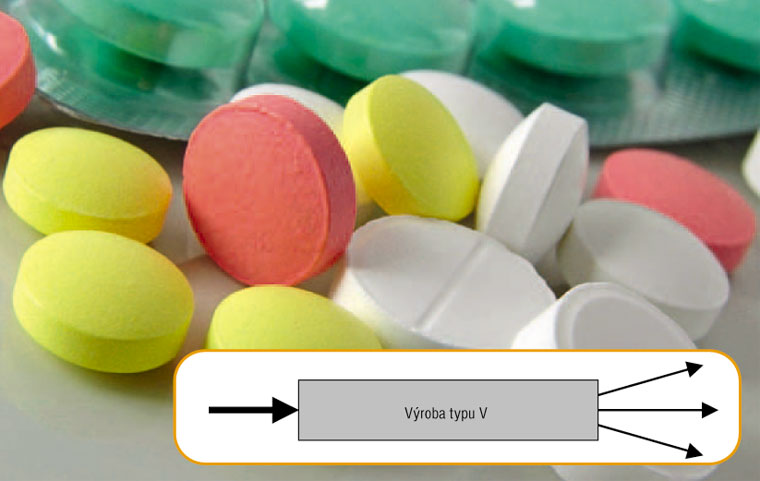
Obr. Výrobní proces typu V
Výrobní procesy typu T jsou typické velmi jednoduchou, téměř lineární strukturou většiny materiálových toků a tím, že v posledním stupni vznikne velké množství variant z obvykle stejného základu. Materiálový tok má minimum konvergentních a divergentních bodů, umožňuje operativní přizpůsobení výrobků individuálním přáním zákazníků v posledním stupni. Příkladem jsou výroby kancelářského nábytku, kdy na jednoduchých linkách jsou vyráběny základní moduly a v posledním stupni je možné je zkombinovat dle konkrétních požadavků. Výsledkem je výroba omezeného počtu typů výrobků ve spoustě variant, ve výrobě se vyrábí jen omezený počet vlastních dílů a polotovarů, rozsáhlý počet vstupů je nutný až v posledním stupni výroby. Z hlediska plánování a řízení výroby se jedná o ideální strukturu, protože každé štěpení či spojování materiálového toku představuje problém. (Gros, 2016)
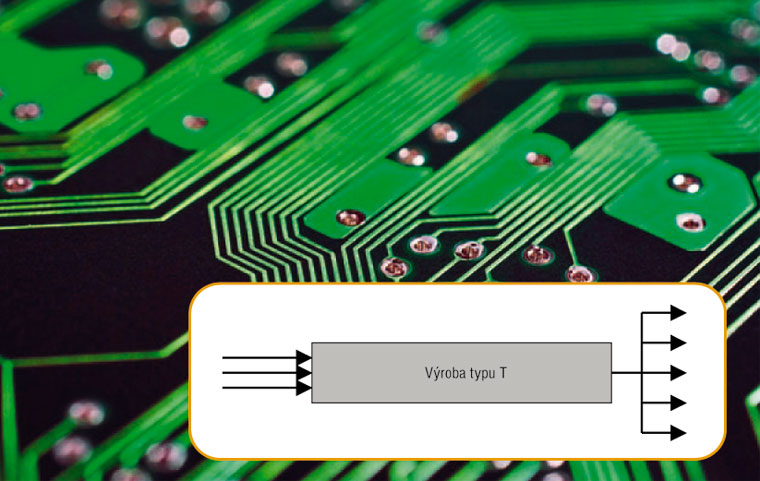
Obr. Výrobní proces typu T
V praxi se zase nejčastěji objevují kombinace výše uvedených typů výrobních procesů.